")
Tartalomjegyzék:
- 1. lépés: Szükséges alkatrészek és anyagok
- 2. lépés: Nyomtatott alkatrészek
- 3. lépés: A DVD -meghajtó léptetőmechanizmusának szétszedése
- 4. lépés: A csúszka előkészítése
- 5. lépés: A csúszósínek összeszerelése az Y tengelyhez
- 6. lépés: A csúszósínek összeszerelése az X-tengelyhez
- 7. lépés: Léptetőmotorok bekötése
- 8. lépés: Az X és Y tengely fésülése
- 9. lépés: Az elektronika
- 10. lépés: Az elektronika összeszerelése a kerethez
- 11. lépés: A léptetővezérlő áramának beállítása
- 12. lépés: Lézeres összeszerelés
- 13. lépés: Felkészülés
- 14. lépés: GRBL firmware
- 15. lépés: Szoftver a G-CODE küldéséhez
- 16. lépés: A rendszer beállítása
- 17. lépés: Fagravírozás
- 18. lépés: Vékony papír vágása
- 19. lépés: Vinil vágás és egyedi matricák készítése
- Szerző John Day day@howwhatproduce.com.
- Public 2024-01-30 09:42.
- Utoljára módosítva 2025-01-23 14:48.


Ez egy utasítás, hogyan remixeltem régi CNC lézergravírozómat, és készítettem egy stabil változatot egy Arduino alapú lézer CNC gravírozóból és vékony papírvágóból régi DVD -meghajtók és 250 mW -os lézer segítségével.
A CNC régi verziója:
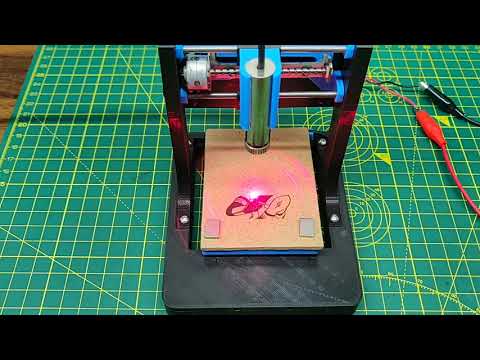
A régi verzió nem volt túl stabil, és az egyenetlen részek miatt némi ingadozás volt, ezért úgy döntöttem, hogy stabil verziót készítek belőle 3D nyomtatott alkatrészek felhasználásával. Ami kiváló eredményeket hozott számomra a lézergravírozásban még nagyon apró részletekben is, ez a gép alkalmas arra, hogy jól végezze a munkát. A részleteket a gravírozott kép szemében láthatja.
A játéktér max. 40 mm x 40 mm.
1. lépés: Szükséges alkatrészek és anyagok
- Arduino Nano (USB kábellel)
- 2x DVD meghajtó léptető mechanizmus
- 2x A4988 léptetőmotor meghajtó modul (vagy GRBL pajzs)
- 250 mW lézer állítható lencsével (vagy felette)
- 12V 2Amp tápellátás minimum
- 1x IRFZ44N N-CHANNEL Mosfet
- 1x 10k ellenállás
- 1x 47ohm ellenállás
- 1x LM7805 feszültségszabályozó (hűtőbordával)
- Üres NYÁK lap
- Férfi és női fejlécek
- 2,5 mm-es JST XH-stílus
- 2 tűs csatlakozó
- 1x 1000uf 16v kondenzátor jumper kábel
- 8x kicsi neodímium mágnes (amit DVD lencse mechanizmusából mentettem ki)
- 1x 2 tűs csatlakozó a csavaros sorkapocs csatlakozóban
- Cipzár (100 mm)
- Pillanatragasztó
- 6x M3x12 csavar
- 8x M2x5 csavar
- Lézeres biztonsági szemüveg
"Ebben a projektben lézerbiztonsági szemüvegre van szükség."
2. lépés: Nyomtatott alkatrészek

STL fájlokat, nézze meg a csatolt fájlt, vagy keresse fel a következő címet:
Minden alkatrész ABS anyagból készült.
Nyomtatási beállítások: Rétegmagasság: 0,2 mm
Kitöltés: <25%
Támogatja: Nem
3. lépés: A DVD -meghajtó léptetőmechanizmusának szétszedése


Két DVD-meghajtó mechanizmusra van szükség, az egyik az X-tengelyre, a másik az Y-tengelyre. Egy kis Phillips fejű csavarhúzó segítségével eltávolítottam az összes csavart és levettem a léptetőmotort, a csúszó síneket és a követőt. A léptetőmotorok 4 tűs bipoláris léptetőmotorok.
A DVD -motor kis mérete és alacsony költsége azt jelenti, hogy nem várhat nagy felbontást a motortól. Ezt az ólomcsavar biztosítja. Ezenkívül nem minden ilyen motor hajt 20 lépést/fordulatot. 24 szintén gyakori specifikáció. Csak tesztelni kell a motort, hogy lássa, mit csinál.
A CD meghajtó léptetőmotor felbontásának kiszámítása:
A CD/DVD -meghajtó léptetőmotor felbontásának méréséhez digitális mikrométert használtunk. Megmértük a csavar menti távolságot. A csavar teljes hossza mikrométerrel, amely 51,56 mm -nek bizonyult. Az ólomérték meghatározásához, amely a csavar két szomszédos menete közötti távolság. A szálakat ezen a távolságon belül 12 szálnak számították. Vezeték = a szomszédos menetek közötti távolság = (teljes hossz / menetszám = 51,56 mm) / 12 = 4,29 mm / ford. A lépésszög 18 fok, ami 20 lépés/fordulatnak felel meg. Most, hogy minden szükséges információ rendelkezésre áll, a léptetőmotor felbontását az alábbiak szerint lehet kiszámítani: Felbontás = (Távolság a szomszédos menetek között)/(N lépés/fordulat) = (4,29 mm/fordulat)/(20 lépés/fordulat)) = 0,214 mm/lépés. Melyik háromszor jobb felbontást igényel, ami 0,68 mm/lépés.
4. lépés: A csúszka előkészítése



A Super Glue ragasztóval összeragasztottam a csúszkát és az útmutatót. A rugó rögzítve van, hogy fenntartsa a feszültséget a vezető és a vezetőcsavar között, hogy elkerülje a fekete szempillákat.
5. lépés: A csúszósínek összeszerelése az Y tengelyhez



Mielőtt összeszerelné a csúszkát az alapba, 4x kisméretű neodímium mágnest (amelyet DVD lencse mechanizmusából mentettem ki) ragasztottam az X-lemezbe. Ez a mágnes segít abban, hogy a munkadarabot a munkaterülethez tartsa.
A sima rúd megtartja a csúszómechanizmust az alaphoz képest.
6. lépés: A csúszósínek összeszerelése az X-tengelyhez



Itt szuper ragasztóval és csavarral rögzítettem a vezetőmechanizmust a lézerházhoz.
Csavarokkal rögzítette a léptetőmotort a helyére, majd behelyezte a sima rudakat és a vezető részt a megadott lyukakba, szem előtt tartva, hogy a csúszka szabadon mozog, nem túl keményen. És hozzáerősítette az oldalsó keretoszlopokat.
7. lépés: Léptetőmotorok bekötése



A léptetőmotorokhoz régi usb kábelt használtam, mert 4 vezeték van benne, és van rajta egy fedél, és ez rugalmasabb és egyszerűbb vele dolgozni.
A multiméter folytonossági módjának használatával határozza meg a 2 tekercset, az A tekercset és a B tekercset.
2 pár drótot készítettem a színek kiválasztásával, az egyik pár az A tekercshez, a második a B tekercshez.
Forrasztotta őket, és hőre zsugorodó csövet használt rá.
8. lépés: Az X és Y tengely fésülése


4x M3x12 csavarral egyesítse az alapot és a két oldalsó keretet egy egységbe.
9. lépés: Az elektronika



A VEZETŐHASZNÁLATRA VONATKOZÓ ALKATRÉSZEK:
- Arduino Nano.
- 2x A4988 léptetőmotoros meghajtó.
- 1x IRFZ44N N-CHANNEL MOSFET.
- 1x LM7805 feszültségszabályozó hűtőbordával.
- 1x 47ohm és 1x 10k ellenállás.
- 1x 1000uf 16V kondenzátor.
- 1x 2,5 mm-es JST XH-Style 2 tűs csatlakozó.
- FÉRFI és NŐ fejléc csapok.
- 1x (20 mm x 80 mm üres NYÁK).
A GRBL -ben az Arduino digitális és analóg érintkezői fenntartva. Az „X” és „Y” tengely „lépcsős” csapja a 2 -es és 3 -as digitális tüskékhez van rögzítve. Az X és Y tengelyek „Dir” csapja az 5 -ös és 6 -os digitális csapokhoz van rögzítve. A D11 lézeres engedélyezésre szolgál. Az Arduino az USB -kábelen keresztül kap áramot. Az A4988 külső áramforráson keresztül vezet. Minden földnek közös kapcsolatai vannak. Az A4988 VDD -je az Arduino 5V -hoz van csatlakoztatva. Az általam használt lézer 5V -ról működik, és beépített állandó áramkörrel rendelkezik. A külső tápegységből származó állandó 5 V -os forráshoz LM7805 feszültségszabályozót használnak. A hűtőborda kötelező. Az IRFZ44N N-CHANNEL MOSFET elektronikai kapcsolóként működik, amikor digitális magas jelet kap az Arduino D11 tűjéről. MEGJEGYZÉS: Az Arduino nano 5 V -os feszültsége nem használható, mivel a lézer több mint 250 mA -t vesz fel, és az Arduino Nano nem képes annyi áramot leadni.
Mikro lépések konfigurálása minden tengelyre.
MS0 MS1 MS2 Microstep felbontás.
Alacsony Alacsony Alacsony Teljes lépés. Magas Alacsony Fél lépés.
Alacsony Magas Alacsony negyed lépés.
Magas Magas Nyolcadik lépés.
Magas Magas Tizenhatodik lépés.
A 3 érintkező (MS1, MS2 és MS3) az öt lépéses felbontás egyikének kiválasztására szolgál a fenti igazságtáblázat szerint. Ezek a csapok belső lehúzható ellenállásokkal rendelkeznek, így ha lekapcsolva hagyjuk őket, a panel teljes lépcsős módban fog működni. A 16. lépés konfigurációját használtam a sima és zajmentes használat érdekében. A legtöbb (de biztosan nem minden) léptetőmotor 200 teljes lépést tesz meg fordulatonként. A tekercsek áramának megfelelő kezelésével a motor kisebb lépésekben mozoghat. A Pololu A4988 1/16 lépésben - vagy fordulatonként 3 - 200 lépésben - mozgathatja a motort. A mikroszteppelés fő előnye, hogy csökkenti a mozgás érdességét. Az egyetlen teljesen pontos pozíció a teljes lépéses pozíció. A motor nem tud álló helyzetet tartani az egyik közbenső helyzetben azonos pozíciópontossággal vagy azonos nyomatékkal, mint a teljes lépéseknél. Általában, ha nagy sebességre van szükség, teljes lépést kell használni.
10. lépés: Az elektronika összeszerelése a kerethez


Szerelje össze a meghajtólapot a hátlapon 2x M2 csavarokkal, és a gép keretéhez 2x M3x12 csavarokkal. Csatlakoztatva az X, Y léptetőmotorok és a lézer csatlakozóit.
11. lépés: A léptetővezérlő áramának beállítása


A magas lépési sebességek elérése érdekében a motorteljesítmény jellemzően sokkal nagyobb, mint az aktív áramkorlátozás nélkül megengedett. Például egy tipikus léptetőmotor maximális áramerőssége 1A lehet 5Ω -os tekercsellenállással, ami azt jelenti, hogy a motor maximális 5V -os tápellátását jelenti 1A alá kell korlátozni a motor károsodásának elkerülése érdekében. Az A4988 támogatja az ilyen aktív áramkorlátozást, és a trimmer potenciométere a táblán használható az áramkorlát beállítására. Az áramkorlát beállításának egyik módja az, hogy a meghajtót teljes lépcsős üzemmódba kapcsolja, és egyetlen motortekercsen átfolyó áramot méri a STEP bemenet időzítése nélkül. A mért áram 0,7-szerese lesz az áramhatárnak (mivel mindkét tekercs mindig be van kapcsolva, és a teljes lépéses üzemmódban az áramkorlát 70% -ára korlátozódik). Kérjük, vegye figyelembe, hogy a logikai feszültség (Vdd) másik értékre való módosítása megváltoztatja az áramkorlát beállítását, mivel a „ref” csap feszültsége a Vdd függvénye. Az áramkorlát beállításának másik módja a feszültség mérése közvetlenül a potenciométer tetején, és a kapott áramkorlát kiszámítása (az áramérzékelő ellenállások 0,1Ω). Az áramkorlát a referenciafeszültségre vonatkozik az alábbiak szerint: Áramkorlát = VREF × 1,25 Így például, ha a referenciafeszültség 0,6 V, akkor az áramkorlát 0,75A. Amint fentebb említettük, teljes lépcsős módban a tekercseken átfolyó áram az áramkorlát 70% -ára korlátozódik, így az 1A teljes lépcsős tekercsáram eléréséhez az áramkorlátnak 1A/0,7 = 1,4A-nak kell lennie, ami megfelel 1.4A/1.25 = 1.12 VREF -re. További információkért lásd az A4988 adatlapot. Megjegyzés: A tekercsáram nagyon eltérhet a tápáramtól, ezért ne használja a tápegységben mért áramot az áramkorlát beállításához. A megfelelő hely az aktuális mérő elhelyezéséhez sorban az egyik léptetőmotoros tekercs.
12. lépés: Lézeres összeszerelés



Az általam használt lézer fókuszálható lézermodul 200-250mW 650nm. A külső fémház hűtőbordaként működik a lézerdióda számára. Fókuszálható lencsével rendelkezik a lézerpont beállításához. Csatlakoztassa a lézervezeték csatlakozóját a vezérlőpanelen található lézerfoglalathoz.
Itt kaphat egyet.
13. lépés: Felkészülés


Négy kis neodímium mágnes segítségével rögzítse a munkadarabot a munkaágyon, és állítsa az X és Y tengelyt a kiindulási helyzetbe (otthon). Kapcsolja be az illesztőprogramot külső áramforráson keresztül, és az Arduino Nano -t a számítógéphez USB A - USB Mini B kábelen keresztül.
A táblát külső áramforráson keresztül is táplálja.
ELSŐ BIZTONSÁG. LÁZER BIZTONSÁGI ÜVEGRE KELL SZÜKSÉGES
14. lépés: GRBL firmware



- Töltse le a GRBL -t itt
- Bontsa ki az asztalon a grbl-master mappát, amelyet a master.zip fájlban talál
- Futtassa az Arduino IDE -t
- Az alkalmazássáv menüjében válassza a következőket: Vázlat -> #könyvtár bevonása -> Könyvtár hozzáadása fájlból. ZIP
- Válassza ki a grbl mappát, amelyet a grlb-master mappában talál, majd kattintson a Megnyitás gombra
- A könyvtár most telepítve van, és az IDE szoftver ezt az üzenetet jeleníti meg: A könyvtár hozzáadódik a könyvtárához. Ellenőrizze a „Könyvtárak felvétele” menüt.
- Ezután nyisson meg egy „grbl upload” nevű példát, és töltse fel az arduino táblájára.
15. lépés: Szoftver a G-CODE küldéséhez



Szükségünk van egy szoftverre is, amely elküldi a G-kódot a CNC-hez, és én a LASER GRBL-t használtam
A LaserGRBL az egyik legjobb Windows GCode streamer a DIY lézergravírozó számára. A LaserGRBL képes betölteni és streamelni a GCode útvonalat az arduino -hoz, valamint gravírozni képeket, képeket és logót a belső átalakító eszközzel.
LASER GRBL Letöltés.
A LaserGRBL folyamatosan ellenőrzi a gépen elérhető COM portokat. A portok listája lehetővé teszi, hogy kiválassza azt a COM portot, amelyhez a vezérlőpanel csatlakoztatva van.
Kérjük, válassza ki a megfelelő adatátviteli sebességet a kapcsolathoz a gép firmware -konfigurációjának megfelelően (alapértelmezett 115200).
Grbl beállítások:
$$ - A Grbl beállításainak megtekintése
A beállítások megtekintéséhez írja be a $$ szót, és nyomja le az enter billentyűt, miután csatlakozott a Grbl -hez. A Grbl -nek válaszolnia kell az aktuális rendszerbeállítások listájával, az alábbi példában látható módon. Mindezek a beállítások tartósak és az EEPROM -ban tárolódnak, így ha kikapcsolja őket, a rendszer az Arduino következő bekapcsolásakor újra betölti őket.
$ 0 = 10 (lépésimpulzus, usec)
$ 1 = 25 (lépés tétlenségi késleltetés, ms)
$ 2 = 0 (lépésport invertáló maszk: 00000000)
$ 3 = 6 (dir port invert maszk: 00000110)
$ 4 = 0 (lépés engedélyezése invert, bool)
5 USD = 0 (határcsapok fordítva, bool)
6 USD = 0 (szondacsap megfordítása, bool)
10 USD = 3 (állapotjelentés maszk: 00000011)
11 USD = 0,020 (elágazás eltérése, mm)
12 USD = 0,002 (ív tűrés, mm)
13 USD = 0 (jelentés hüvelyk, bool)
20 USD = 0 (soft limitek, bool)
21 USD = 0 (kemény határok, bool)
22 USD = 0 (nyitási ciklus, bool)
23 USD = 1 (kezdő fordított maszk: 00000001)
24 USD = 50 000 (előtolás, mm/perc)
25 USD = 635 000 (keresés, mm/perc)
26 USD = 250 (visszatérés visszavonás, ms)
27 USD = 1.000 (lehúzás, mm)
100 USD = 314,961 (x, lépés/mm)
101 USD = 314,961 (y, lépés/mm)
102 USD = 314,961 (z, lépés/mm)
110 USD = 635 000 (x maximális sebesség, mm/perc)
111 USD = 635 000 (y max. Sebesség, mm/perc)
112 USD = 635 000 (z maximális sebesség, mm/perc)
120 USD = 50 000 (x accel, mm/sec^2)
121 = 50.000 (y accel, mm/sec^2)
122 USD = 50 000 (z accel, mm/sec^2)
130 USD = 225.000 (x maximális mozgás, mm)
131 USD = 125.000 (y max menet, mm)
132 USD = 170 000 (z max menet, mm)
16. lépés: A rendszer beállítása



Itt jön a projekt legnehezebb része.
-A lézersugár beállítása a munkadarab lehető legkisebb pontjába. Ez a legtrükkösebb rész, amely időt és türelmet igényel a nyomvonal és a hiba módszer használatával.
-A GRBL beállítások módosítása 100, 101, 130 és 131 dollárért
A GRBL beállítása 100 dollár = 110 000
$101=110.000
$130=40.000
$131=40.000
Megpróbáltam egy 40 mm-es oldal négyzetét gravírozni, és annyi hiba és a grbl beállításának módosítása után megkapom a megfelelő 40 mm-es vonalat az X és az Y tengelyből. Ha az X és az Y tengely felbontása nem azonos, a kép mindkét irányban skálázódik.
Ne feledje, hogy nem minden DVD -meghajtóból származó léptetőmotor azonos.
Hosszú és időigényes folyamat, de az eredmények nagyon kielégítőek, ha módosítják.
LaserGRBL felhasználói felület.
- Kapcsolatvezérlés: itt választhatja ki a soros portot és a megfelelő próbamenetet a csatlakozáshoz, a grbl firmware konfigurációjának megfelelően.
- Fájlvezérlés: ez mutatja a betöltött fájlnevet és a gravírozási folyamat előrehaladását. A zöld „Play” gomb elindítja a program végrehajtását.
- Kézi parancsok: ide beírhat bármilyen G-kód sort, és nyomja meg az „Enter” gombot. A parancsok sorba kerülnek a parancssorba.
- Parancsnapló és parancs -visszatérési kódok: megjeleníti az sorba rendezett parancsokat, végrehajtási állapotukat és hibáikat.
- Mozgásvezérlés: lehetővé teszi a lézer manuális pozicionálását. A bal oldali függőleges csúszka szabályozza a mozgási sebességet, a jobb oldali csúszka a lépésméretet.
- Gravírozás előnézete: ezen a területen látható a végső munka előnézete. A gravírozás során egy kis kék kereszt mutatja a lézer aktuális pozícióját futás közben.
- Grbl reset/homing/unlock: ezek a gombok soft-reset, homing és unlock parancsokat adnak a grbl táblának. A feloldógomb jobb oldalán hozzáadhat néhány felhasználó által meghatározott gombot.
- Táplálás tartás és folytatás: ezek a gombok felfüggeszthetik és folytathatják a program végrehajtását, és elküldhetik a Feed Hold vagy a Resume parancsot a grbl táblára.
- Sorok száma és idővetítés: A LaserGRBL meg tudja becsülni a program végrehajtási idejét a tényleges sebesség és a munka előrehaladása alapján.
- Felülbírálja az állapotvezérlőt: megjeleníti és megváltoztatja a tényleges sebességet és teljesítmény -felülbírálást. A felülbírálás a grbl v1.1 új funkciója, és a régebbi verzió nem támogatja.
17. lépés: Fagravírozás




A raszteres import lehetővé teszi bármilyen kép betöltését a LaserGRBL -be, és a GCode utasításainak megváltoztatását más szoftver nélkül. A LaserGRBL támogatja a fényképeket, a clip art -ot, a ceruzarajzokat, a logókat, az ikonokat, és megpróbálja a legjobbat kihozni bármilyen képpel.
Előhívható a „Fájl, Fájl megnyitása” menüből, ha kiválaszt egy jpg,-p.webp
A gravírozás beállítása minden anyagnál eltérő.
Határozza meg a gravírozási sebességet mm-enként és a minőségi vonalakat mm-enként. A Video Attached az egész folyamat időtartama.
18. lépés: Vékony papír vágása

Ez a 250 mW -os lézer vékony papírok vágására is képes, de a sebességnek nagyon alacsonynak kell lennie, azaz nem lehet több 15 mm/percnél, és a lézersugarat megfelelően kell beállítani.
A Video Attached az egész folyamat időbeli eltolódása.
19. lépés: Vinil vágás és egyedi matricák készítése


Készítettem egyedi vinil matricát. A beszállási sebesség változik a használt vinil színétől függően.
A sötét színekkel könnyű dolgozni, míg a világosabb színek némileg trükkösek.
A fenti képek bemutatják, hogyan kell használni a CNC -vel készült vinil matricát.
De ne feledje, hogy a vinyl égetése rákkeltő füstöket szabadít fel. Nagyon rossz illatuk van.
♥ Külön köszönet a GRBL fejlesztőknek:)
Remélem tetszett ez a projekt, ha bármilyen kérdése van, jelezze a megjegyzésekben, szeretném látni a CNC gépeiről készült fotókat is!
Kösz!! a támogatásodért.
Ajánlott:
Hogyan készítsünk mini CNC gépet: 11 lépés (képekkel)
")
Hogyan készítsünk mini CNC gépet: Helló, remélem, jól csinálod. Itt vagyok egy másik nagyon jó projekttel, amelyet a számítógép néhány törmelékéből/ használt alkatrészeiből építhet fel. Ebben az utasításban megmutatom, hogyan készíthet otthon egy mini CNC -gépet a régi DVD -ről
CNC 500 mW lézergravírozó: 9 lépés

CNC 500 mW -os lézergravírozó: Készítette: David TangEz az útmutató végigvezeti Önt a Lee Electronics Components -től származó CNC 500 mW -es lézergravírozó összeszerelésén és beállításán. Az ebben az útmutatóban használt összes alkatrészt a készlet tartalmazza, és néhány cserealkatrészt is megvásárolhat
Egyéni NYÁK készítése kis teljesítményű lézergravírozó segítségével: 8 lépés (képekkel)
")
Egyéni nyomtatott áramköri lap készítése kis teljesítményű lézergravírozó segítségével: Ha házi PCB -t készít, számos módszert találhat az interneten: a legalapvetőbbektől, csak toll használatával, a kifinomultabbakig 3D nyomtatók és egyéb berendezések használatával. És ez a bemutató az utolsó esetre esik! Ebben a projektben én
DIY olcsó és masszív lézergravírozó: 15 lépés (képekkel)
")
DIY Olcsó és masszív lézergravírozó: Ebben az oktatóanyagban megmutatom, hogyan készítettem el saját DIY lézergravírozómat nagyon olcsón. Ezenkívül az alkatrészek nagy része vagy régi dolgokból van mentve, vagy nagyon olcsók. Ez egy nagyon érdekes projekt minden elektronikai hobbi számára. Ez a gravírozó
DIY 3D nyomtatott lézergravírozó kb. 38x29 cm gravírozási terület: 15 lépés (képekkel)
")
DIY 3D nyomtatott lézergravírozó kb. 38x29cm Gravírozási terület: Egy szó előre: Ez a projekt nagy mennyiségű sugárzott lézert használ. Ez nagyon káros lehet a különböző anyagok, a bőr és különösen a szem számára. Ezért legyen óvatos, amikor ezt a gépet használja, és próbálja meg blokkolni az összes közvetlen